Produktdetaljer
Friktionssvetsmaskin
Premiumkomponenter för motorer
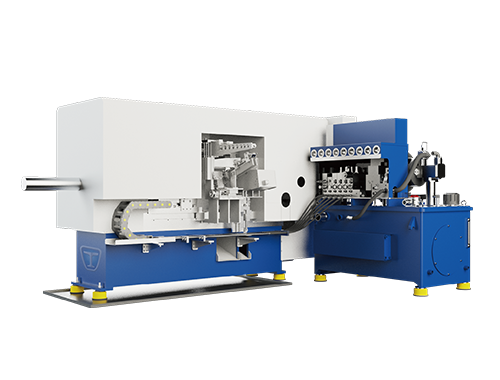
Friktionssvetsmaskin
Intresserad av den här produkten?
Kontakta vårt säljteam för priser, specifikationer och anpassningsalternativ.
Introduktion
Tröghetsfriktionssvetsning är en avancerad fastfassvetsningsprocess som är allmänt erkänd för sin höga kvalitet, effektivitet, energibesparingar och föroreningsfria egenskaper. Den har breda tillämpningsmöjligheter inom områden som flyg- och rymdindustrin, fordonsindustrin och oljeborrstänger, och har fått betydande uppmärksamhet från industriellt avancerade länder.
Tröghetsfriktionssvetsning innebär att arbetsstyckets roterande ände fastkläms i ett svänghjul. Svetsprocessen börjar genom att svänghjulet och arbetsstyckets roterande ände accelereras till en viss hastighet, varefter svänghjulet frigörs från huvudmotorn. Samtidigt rör sig arbetsstyckets rörliga ände framåt. När arbetsstyckena kommer i kontakt genereras friktionsvärme. Under denna process bromsas svänghjulet på grund av friktionsmomentet, och dess hastighet minskar. När hastigheterna på svänghjulet, spindelsystemet och den roterande chucken med arbetsstycket sjunker till noll, når temperaturfördelningen vid gränssnittet önskad nivå. Slutligen, under axiellt tryck, är svetsprocessen avslutad.
Processparametrarna för tröghetsfriktionssvetsning inkluderar tre huvudfaktorer: svänghjulets rotationströghet, svänghjulets hastighet och axialtrycket. Dess huvudsakliga egenskaper är konstant tryck och variabel hastighet, vilket kombinerar uppvärmnings- och smidesprocesserna för kontinuerlig drivfriktionssvetsning.
Specifikationsparameter
| Maximal smideskraft: | 60 kn |
| Svetsstångens diameter: | 5–12 mm |
| Roterande fixtur: | 50–150 mm |
| Spindelhastighet: | 2500–3000 varv/min |
| Slidens rörelse: | 200 mm (diameter) |
| Flyttar: | armaturlängd 50-400KW |
| Produktionseffektivitet (svetstid): | 4S |
Du kanske också gillar
Relaterade produkter

030109423 Hydraulic Roller Lifter Rocker Arm Valve Tappet 030109423 030109423B 036109423A 036109423D SEAT0301

06D109601M 06D 109 601 M 06D109611H 06D109611K Engine Intake Exhaust Valve for Audi VW 2.0 TFSI BPJ BPY BWA CBFA CCTA CCZB CCZA

0942.86 1450604 6G9Q-6500-AA 9659189980 LR004168 Hydraulic Lifter Valve Tappet for Citroen Peugeot 2.2 HDi DW12BTED4
